Применение статистических методов
Если Y - показатель качества, X - фактор, влияющий на качество, то на рис. 3.9 четко просматривается прямая корреляция (зависимость).
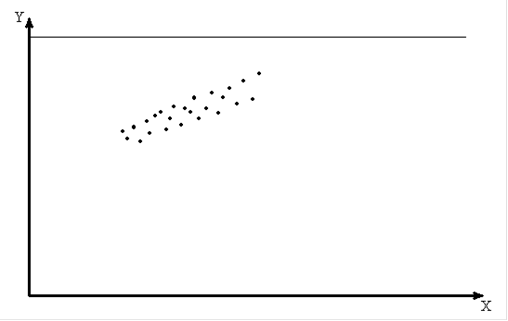
Рис. 3.9. Диаграмма рассеивания
Диаграмма расслоения. Производиться группировка данных в зависимости от условий построения и производят обработку каждой группы данных в отдельности. Группировки данных получили название слоев, а процесс разделения на слои - расслоением (стратификацией). Расслоение может осуществляться по следующим слоям:
исполнителям: полу, возрасту стажу, квалификации и т.д.;
оборудованию: срокам ввода в эксплуатацию, стоимости, марке, производителям и.д.;
сырью: по качеству сырья, месту производства, производителям, срокам поставки и т.д.;
способам производства: технологии изготовления, месту производства, режиму, температуре и т.д.;
измерению: типу измерительных средств, степени их точности, срокам поверки, методу измерения и т.д.
При этом необходимо выполнить следующие условия:
. Внутри группы различие между значениями исследуемой случайной величины должно быть минимальным по сравнению с различием ее значений в не сгруппированной общей совокупности.
. Различие между группами должно быть максимальным.
Контрольный листок. Предназначается для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранного материала. Ниже представлен один из вариантов контрольного листка дефектов (рис. 3.10).
КОНТРОЛЬНЫЙ ЛИСТОК ДЕФЕКТОВ
Наименование продукции Дата
Производственная операция Участок _
Всего проконтролировано деталей _Станок
Ф.И.О. исполнителя _
Предварительное заключение о причинах наиболее часто встречающегося дефекта _№ партии
Контролер _№ заказа _
|
№ п/ п |
Тип дефектов |
Результаты контроля |
Всего дефектов | |
|
Кол-во |
Уд.вес % | |||
|
1 2 3 4 5 6 7 |
Трещины Тонкостенность Пятна Недоформовка Шероховатость Раковины Разрыв |
////// //////////////// /// /////////////////////////////////////////// ///// /////// / |
6 16 2 43 5 7 1 |
7 20 3 54 6 9 1 |
|
Итого обнаружено дефектов |
80 |
100 | ||
Рис. 3.10. Контрольный листок дефектов
На бланке заранее печатают контролируемые параметры, соответственно которым можно заносить данные с помощью пометок или простых символов. Для каждой конкретной задачи может разрабатываться отдельный листок.
Графики. Для более наглядного представления и лучшего понимания взаимозависимости между определенными факторами и их применением используются графическое изображение статистического материала. К ним можно отнести: столбчатые, линейные, круговые, ленточные и другие графики.
Статистические методы контроля качества используются в мире с начала 20-х годов и получили повсеместное признание и подтвердили свою полезность. В полной мере они используются и в настоящее время.
Однако для решения более сложных управленческих проблем повышения качества могут применяться их более усовершенствованные варианты. Союзом ученых и инженеров Японии в 1979 г. был разработан набор статистических методов, которые получили название «семи новых инструментов контроля качества». К ним были отнесены: диаграмма отношений; древовидная диаграмма; диаграмма сродства; матричная диаграмма; стрелочная диаграмма; диаграмма PDPC; матрица приоритетов [5].
